Spray Paint Booth
Part 2 - Spray Pretreatment Plant for painting & powder coating process
For spray pretreatment system the chemicals used are more or less similar to the dip pretreatment facility , the major changes in such process are, this is more elaborate and on large scale . In this system the parts are been organized on a rightly designed jigs or fixtures at separate specific space and pitch and hanged on a overhead conveyor.
The conveyor chain passes through a large tunnel divided into number of stages of chemicals and water zones carrying the components at specified speed , to achieve desired cleaning of the parts. The overhead chain remains outside the pretreatment tunnel and only the jigs and parts come in contact with the chemicals & water.
.
a) DEGREASING >> DERUSTING >> PASSIVATION

b) HWR >> KOD >> DEGREASING >> ACTIVATION >> PHOSPHET >> ACTIVATION >> DM >> DM(F) >>WATER DRYING.

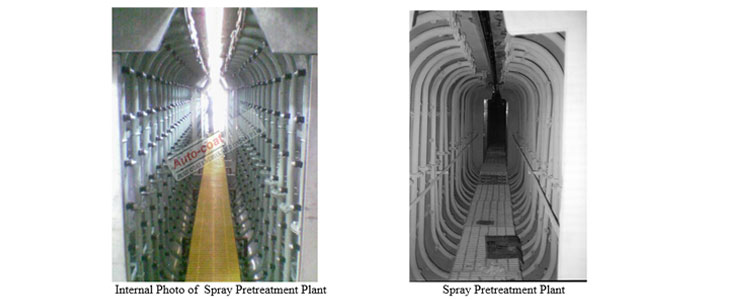
The Spray tunnel or spray zones are built & designed in such a way that the chemicals and water
Are passed through a series of piping and finally sprayed over the components with the help of spray nozzles . the pumps and spray nozzles create a high pressure and velocity of spray to create an impact on the product to enhance the cleaning process. Stages like degreasing , hot water cleaning and derusting are normally been kept in multiple stages to achieve maximum cleaning.
Autocoat Engineering has manufactured many of such spray pretreatment plant working at complete satisfaction of our customers, we also design & manufacture combination of Spray and dip type pretreatment plant customized as per the product size and weights.
Spray pretreatment systems are majorly used for mass production areas and are normally without any manual intervention except for controls.
Phosphating pant or Phosphate stage- This is another most important tank of the pretreatment solution. The parts duly cleaned from the degreasing stage and rust free or oxidation free surface is been either dipped in the phosphate solution or sprayed with the phosphate liquid chemical , due to this the external surface of the parts react to the solution and a phosphate layer is been formed , this layer is whitish in color and is an integral part of the steel surface , As soon after this stage with minimum wastage of time if the parts are subjected to painting , the paint film can get maximum adhesion and there would be lowest chances of paint film failure in future. Often the time between the phosphate stage and painting is very important and needs a thorough check , because if the phosphate parts are kept in open air for longer hrs , then there are confirmed chances of steel surface getting rusted ( oxidation) and this oxidation is far more faster that the oxidation on standard raw material.

Unlike water drying tank used in dip pretreatment system for drying duly wet components, Camel back water drying ovens at 10 deg temp are used in spray pretreatment plant for drying of wet components. Autocoat Engineering manufactured water drying ovens are available in all kinds of heating fuels and work extremely well for such water drying operation.
