
Paint Booth for valves

A valve is a device or natural object that regulates, directs or controls the flow of a fluid (gases, liquids, fluidized solids, or slurries) by opening, closing, or partially obstructing various passageways. Valves are technically fittings, but are usually discussed as a separate category.
Paint booth for valves — Autocoat Engineering has a vast experience in the field of pretreatment for valves. For valve painting we have devised different paint booths depending on the size & weights of the valves . Most important is the process flow while developing any painting line for the valves or any casting products. Quality improvement can easily be achieved once the process is set. Spray Painting process in a valve paint booth - The specification covers surface preparation and application of protective coating on valves. Paints have excellent resistance to various chemicals. Unpainted surfaces The following surfaces will not require protective coating. Unpainted areas eg Anodized Aluminum Grounding Pads Brass Machined Surfaces Bronze valves Leads Chromium Plated Metals Porcelain Enamel Finishes Copper Rubber Galvanized Steel Stainless Steel Glass. Stage 1 - Pre-treatment of valve casting before sending to paint booth for valves. As soon as casting are checked and ok for further process, Surface cleaning of the valve casting to be carried out. A minimum of 7 tank process or 10 tank process is necessary for the pre-treatment of valve casting . For more information Contact Us. Once a phosphate coat is applied , valve cast is transferred to motor paint booth . This process can even be carried out by Shot Blasting Method. Once phosphate coat is applied primer painting of valve to be done , within shortest time, to avoid oxidation of the valve castings.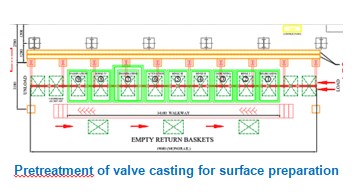

 Stage 2 — Valve painting — As shown above valve castings are singularly placed over
a jig or a pattern of jig where multiple valve casting can be painted with primer or
red oxide in the valve paint booth.
With jigs at use and right spray booth desired paint film in microns is achieved. Due
to paint booth undesired over sprays are removed from the painting area , thereby
making a smooth finish over the valve cast. Primer painting gives a corrosion
resistance & also enhances other visual defects can be monitored after the final
assembly, before the final coat been applied.
Stage 3 — Application of primer for additional coat building & surface cleaning before final finish coat can be applied.
During the assembly of the valves, the valve passes through many component assembly areas, testing zones etc . During this lot of oil & grease marks get over the cast. These marks are to be removed thoroughly with cleaners and again a mid primer coat is applied in the valve spray booth. At this stage putty application is to be applied to remove undesired pin holes & damages on the valve body .
Stage 2 — Valve painting — As shown above valve castings are singularly placed over
a jig or a pattern of jig where multiple valve casting can be painted with primer or
red oxide in the valve paint booth.
With jigs at use and right spray booth desired paint film in microns is achieved. Due
to paint booth undesired over sprays are removed from the painting area , thereby
making a smooth finish over the valve cast. Primer painting gives a corrosion
resistance & also enhances other visual defects can be monitored after the final
assembly, before the final coat been applied.
Stage 3 — Application of primer for additional coat building & surface cleaning before final finish coat can be applied.
During the assembly of the valves, the valve passes through many component assembly areas, testing zones etc . During this lot of oil & grease marks get over the cast. These marks are to be removed thoroughly with cleaners and again a mid primer coat is applied in the valve spray booth. At this stage putty application is to be applied to remove undesired pin holes & damages on the valve body .
 Stage 4 — Application of final finish colour for valve painting — After the above stage the assembled motors are either dried on conveyor for valve painting or by other batch process. The valvess are finally painted by two methods for smaller sizes Conveyorised valve painting method & for Large n heavy valves - Paint booth for valves with material handling equipment.
Autocoat has supplied many motor paint booths & conveyorised motor painting lines, which are running almost in 3 shift basis trouble free. We have designed, developed & manufactured Conveyor motor painting for frame sizes from (83 to 132 ) . Conveyorised motor painting is very fast & economical.
Stage 4 — Application of final finish colour for valve painting — After the above stage the assembled motors are either dried on conveyor for valve painting or by other batch process. The valvess are finally painted by two methods for smaller sizes Conveyorised valve painting method & for Large n heavy valves - Paint booth for valves with material handling equipment.
Autocoat has supplied many motor paint booths & conveyorised motor painting lines, which are running almost in 3 shift basis trouble free. We have designed, developed & manufactured Conveyor motor painting for frame sizes from (83 to 132 ) . Conveyorised motor painting is very fast & economical.
 We have also developed, Industrial Valve painting with monorail handling equipment for heavy valves, this method enhances the capability of the painter to lift & lower the heavy valves & also to rotate . Our valve spray booths are very efficient & match the pollution board norms.
Training sessions are been conducted to educate the painters & subordinates to get maximum productivity & effective maintenance.
Our major clients from motor industry are Inditec valves , Fainger valves , M&F valves , & many more.
We have also developed, Industrial Valve painting with monorail handling equipment for heavy valves, this method enhances the capability of the painter to lift & lower the heavy valves & also to rotate . Our valve spray booths are very efficient & match the pollution board norms.
Training sessions are been conducted to educate the painters & subordinates to get maximum productivity & effective maintenance.
Our major clients from motor industry are Inditec valves , Fainger valves , M&F valves , & many more.
FAQ
Frequently Asked Questions
What is a paint booth for valves?
A paint booth for valves is a dedicated spray booth engineered for painting industrial valves — ball, gate, butterfly, check, globe, plug, and pressure relief valves. The booth includes pretreatment-compatible hooks, weight-rated conveyors, dry filtration, and bake oven integration matched to typical valve casting weights and surface finish requirements.
Why do valves need a special paint booth?
Valves have heavy, irregular shapes and rough cast surfaces that demand specific treatment — high-strength hooks for cast-iron weight, multi-axis hanging for bore access, pretreatment to remove machining oil and rust scale, and uniform paint film over complex geometry. A general-purpose booth can't deliver foundry-grade valve coating quality consistently.
What pretreatment is required before valve painting?
Valve castings require degreasing, water rinse, surface activation, phosphating (zinc or iron), passivation, and DM water rinse — typically a 7-tank or 10-tank pretreatment line. Heavy castings need spray pretreatment for thorough cleaning, while smaller valves use immersion. Autocoat builds both spray and dip pretreatment systems matched to valve mix.
Can the booth handle different valve sizes?
Yes. Autocoat valve paint booths accommodate valves from small ¼" instrument valves up to large 36" pipeline valves weighing several hundred kilograms. Multiple hook configurations, conveyor track sizing, and modular booth designs let one booth handle small-batch and large-component painting in the same shift with minimal changeover.
What paint types are used on valve castings?
Valve castings typically receive epoxy primer for corrosion protection, followed by polyurethane or polyester topcoat for finish and chemical resistance. High-temperature valves use silicone-aluminium paints. Subsea and offshore valves require multi-coat systems including zinc-rich primer. Autocoat configures booth airflow and bake cycle to suit your specified paint system.
How is hook and conveyor designed for valves?
Hooks are sized to valve weight (typically 25-500 kg per hook for industrial valves) and shaped to access ball cavities, flange faces, and stem bores. Conveyors run on I-beam or power-and-free chain configurations at 0.5-2 m/min. Autocoat designs hook geometry per valve drawings to ensure uniform paint coverage on complex shapes.
What surface preparation steps are included?
Pre-paint surface preparation for valves includes shot blasting (Sa 2.5 standard) or mechanical cleaning, oil and grit removal, edge rounding, masking of flange faces and bores, and final solvent wipe. Autocoat valve booth lines integrate shot blasting, masking station, pretreatment tanks, and paint booth in a single floor layout.
Are valve paint booths automated?
Many valve paint booths use semi-automatic or fully automatic painting — robotic arms or reciprocator-mounted spray guns paint valves moving on the conveyor at controlled speed. Automation gives uniform film thickness, reduces paint consumption, and removes operator-to-operator variation. Autocoat builds both manual and automated valve painting lines per client volume.
What is the cost of a valve painting booth?
The cost of a valve paint booth varies depending on size, type, and automation. Key factors include booth dimensions, pretreatment tank count, conveyor system, hook capacity, automation level, oven integration, and any clean-room or emission-compliance requirements. Contact us or send enquiry for exact cost matched to your valve mix.
Does Autocoat have references in valve painting?
Yes. Autocoat has installed paint booths and complete coating lines at multiple Indian valve manufacturers — covering ball, gate, butterfly, and pipeline valves for oil & gas, power, water utility, and chemical industries. Reference site visits can be arranged after NDA signing. Past project case studies are available on request.