
Powder Coating Booth
Powder coating is a very specialty process when compared to painting process. Even if your production is less or more or very high , you need to have a complete system to carry out the powder coating process. In painting its quite easy to have a start up with a paint booth and eventually add more equipment for paint finishing improvement and new techniques. Powder coating plant on the other hand is a complicated process as it needs the following subsidiary itemsIn the whole world the population of powder coated items is seen to be just 20 to 30 percent when compared to painted jobs. This is basically due to the elaborate process to be followed for caring out powder coating. To begin with the understanding of this process we start with a basic powder coating plant
i) 7 tank Pretreatment process - Once any mild steel component is been manufactured , the parts travel through numerous processes like bending shearing punching etc , during these activities numerous types of oils are been poured over the metal parts to ease off the process and avoid unnecessary marks on the surface . These oils are very dangerous for a powder coating process. Therefore it is necessary that these oil stains have to be thoroughly removed from the surface to be powder coated in the powdercoating booth. During designing of such systems Autocoat Engineering engages in coordination with customer & chemical supplier in analysis the product MOC , chemical ph levels , heat treatment etc The basic 7 tank process of pre treatment for powder coating system can be broken up into the following stages in Powder Coating System :-
1) DEGREASING IN PRE TREATMENT : In this stage, the component is freed of grease, oil and other unwanted contaminants like dirt and swart adhering to its surface. Degreasing can be achieved by-
A) Spraying hot water or steam on the component. This is generally used where the component is very large and heavy, so that the operator can clean it by walking around it. For example, heavy castings and engines. As an alternative, kerosene or petrol can also be sprayed.
B) Tri-choloroethylene degreasing. In this the component is suspended in a specially designed tank containing tri-choloethylene liquid or vapour. The tri-choloethylene condenses on the surface of the component, dissolves oil and grease and carries them away with it. The grease and dirt collect at the bottom of the tank in the form of sludge, which can be removed from time to time. This system has excellent oil and grease dissolving capabilities, but since there is very little mechanical rubbing action between tri-chloroethylene and the component surface one often finds a thin layer of dirt remaining adhered to the surface of the component just degreased. Also, tri- chloroethylene cannot dissolve and, therefore, remove any soap which is generally present in the coolants used during machining processes. It should also be noted that tri- choloroethlene, though quite harmless as such, decomposes when heated beyond is boiling point, forming very toxic products of decomposition. These are harmful and care should be taken to avoid this decomposition. With the tri-chloroethylene degreasing system there is a very high percentage of solvent recovery. This stage is a very important and most necessary in a powder coating plant as serious failure can occur due to presence on oil in the component.
 C ) Alkali degreasing. In this method the component is cleaned by a solution of alkali which generally contains sodium hydroxide (caustic soda), sodium carbonate(soda ash) and some sodium ortho or metasilicate. The solution often has an additive of detergent or a wetting agent to help the degreasing action. The degreasing is achieved by saponification of oil and grease and is assisted by mechanical agitation which gives a scrubbing action to dislodge the dirt from the component surface. As the degreasing action is a saponification process, the alkali solution is consumed as the process continues.
C ) Alkali degreasing. In this method the component is cleaned by a solution of alkali which generally contains sodium hydroxide (caustic soda), sodium carbonate(soda ash) and some sodium ortho or metasilicate. The solution often has an additive of detergent or a wetting agent to help the degreasing action. The degreasing is achieved by saponification of oil and grease and is assisted by mechanical agitation which gives a scrubbing action to dislodge the dirt from the component surface. As the degreasing action is a saponification process, the alkali solution is consumed as the process continues.
2. WATER RINSE : Whenever components are degreased by using alkali, they should be rinsed, preferably twice, to remove all traces of alkali which may have remained on the components.
3. PRE TREATMENT AT PICKLING OR DERUSTING : In this process, rust and scales are removed from the component by means of acid solution. Acids used are generally dilute hydrochloride or sulphuric along with an inhibitor to minimise their attack on the bare metal. Note stage 1 & 3 are most important stages in a powder coating line , before the product reaches the powder booth it should be free from oil and rust
4. WATER RINSE : The above operation is followed by one or two water rinses to remove all traces of acid Schematic Photo of different types of Pretreatment Process Schematic Photo of different types of Pretreatment Process & Phosphating Plant
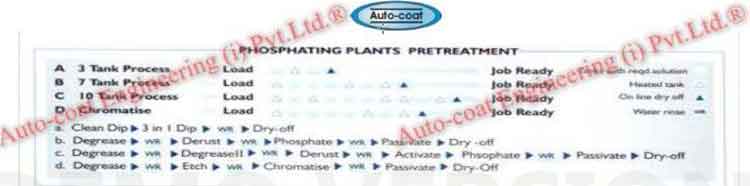 5. PRETREATMENT IN PHOSPHATING / CHROMATISING In this operation, the clean surface of the component is coated with a thin layer of phosphate layer or chromate salt by using a phosphating / chromatising solution.
5. PRETREATMENT IN PHOSPHATING / CHROMATISING In this operation, the clean surface of the component is coated with a thin layer of phosphate layer or chromate salt by using a phosphating / chromatising solution.
6. PRETREATMENTS IN WATER RINSE :The above operation is followed by one or two water rinses.
7. PRETREATMENT IN PASSIVATING :The surface of the phosphated component is chemically very clean and hence very easily susceptible to rusting immediately, unless passivated. The components are, therefore, dipped into a solution of hot chromic acid which tends to passivate the phosphated surface and protect it from rusting for a period of 12 to 24 hours until the components are ready for painting.
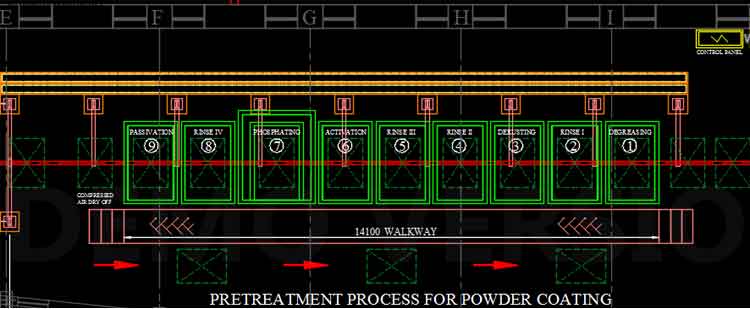 TYPICAL DRAWING OF PRETREATMENT PROCESS FOR POWDER COATING PLANT
TYPICAL DRAWING OF PRETREATMENT PROCESS FOR POWDER COATING PLANT
Failure Powder Coating Process after pretreatment for powder coating process
After the exit of the sheet metal products or casting components from the last stage of the pretreatment process , the components are still in wet condition , this is very harmful for the powder coating process if the wet components are been kept wet position for longer period.
Many times this water content on the product before powder coating leads to scale formations on the surface of the product , if powder is been sprayed on such components then there is high chance of powder coating failure or patches of powder coating at particular spots , thereby leading to rejection.
The wet components can also lead to rusting of the pre cleaned parts if kept in wet condition for longer hours, This re rusting if extremely difficult to be removed as the parts are now in nascent condition and highly prone to corrosion.
8. Water Drying Oven To avoid the above failures and re work, the wet components should be thoroughly wiped with cotton waste or air blowing so that water can be removed by splashing process. Although maximum water is been swashed out from the components , there are still chances of minute water droplets percolated in cavities of the components . These water droplets can be only removed by heating the components to a minimum temp of 100deg cel , so that evaporation takes care of the water stains. The water drying oven plays an important role in powder coating , as this stage enhances the surface area ready for the powder spraying stage, with low chances of failure. Autocoat Engineerings design and drawing department helps the customer to chose between water drying oven or water drying tank for powdercoating system, water drying tanks with hydraulically operated sidling doors is a specialty of Autocoat
